新闻动态
联系我们
广东群基精密机械有限公司
联系人:(业务部 经理)
黄义讲 手机:13825717336
毛新海 手机:13922910476
电话:0769-85320266/85326207
传真:0769-85327273
邮箱:szqjjm@163.com
网址:www.szhuohuaji.com
地址:广东省东莞市长安镇宵边新河路6号
双色注塑机教程:工艺、模具和材料选择的全面分析
双色注塑机教程:工艺、模具和材料选择的全面分析
双色注塑机
首先,什么是双色注塑?
所谓双色注塑机成型是指将两种不同颜色的塑料注射到同一模具中的成型方法。它能使塑料件呈现两种不同的颜色,并能使塑料件呈现规则的图案或不规则的波纹图案,从而提高塑料件的实用性和美观性。
1.必要条件
双色注塑的匹配材料必须满足两个基本的相容性条件,即粘合相容性和注塑工艺相容性。此外,必须满足以下要求:
喷射单元,其平行于相同方向,平行于相反方向,水平和垂直的L形和Y形单缸喷射结构在相同方向上;
混合喷嘴、特殊喷嘴,如图案、波浪、流痕、渐变、夹层等。
合模、标准型、立式转盘型、卧式转盘型、旋转轴型、机械手旋转型等机构;
除了标准油压马达驱动外,还有一个静电放电(电动螺丝刀)充电结构用于充电。
具有加速控制压力累积、高速喷射和闭路设计的油路。
2.优势
与传统注射成型相比,双材料共注射成型工艺具有以下优点:
芯材可以使用低粘度材料来降低注射压力;
从环保的角度来看,再生二次材料可以作为核心材料。
根据不同的使用特点,如厚件成品表皮材料采用软质材料,芯材采用硬质材料或芯材可采用泡沫塑料来减轻重量;
可以使用质量较低的核心材料来降低成本;
表皮材料或芯材可以使用具有特殊表面性质的昂贵材料,如防电磁波干扰、高导电性等材料来提高产品性能;
表皮材料和芯材的适当组合可以降低模制产品的残余应力,增加产品的机械强度或表面性能。
生产大理石线等产品。
双色注塑机模具
二、模具和注射成型工艺
(1)双色注塑模具的特点
双色模具:将两种塑料材料在同一台注塑机上注射,分两次成型,但产品只成型一次的模具。一般来说,这种成型过程也称为双注射成型,通常由一套模具完成,需要一台特殊的双色注射成型机。主要特点如下:
移动的模具是相同的,注射成型过程是旋转的,需要更换,所以它必须是相同的。(有特殊情况,成型时型腔可以不同)
注射成型完成后,模具第一次注射的流道不能留在模具上。最好使用热流道,否则它会被机械手抓住,最糟糕的是一个潜在的门,它会自动脱落,否则在第二次注射时门不能关闭。
该产品拍摄两次。产品打开后,第一次注射必须留在活动模具侧。一般来说,射出两次的产品通常留在可移动的模具侧。因此,模具需要百叶窗、拉杆等。依次打开模具。必须首先打开固定模具侧,并且必须在固定模具侧添加顶出机构。两套冷却系统需要配备两套冷却系统,因为对双注射成型的要求不同,原则上第一次注射材料的温度要求比第二次注射高60度,模具的模具温度也不同。
(2)双色注塑工艺介绍
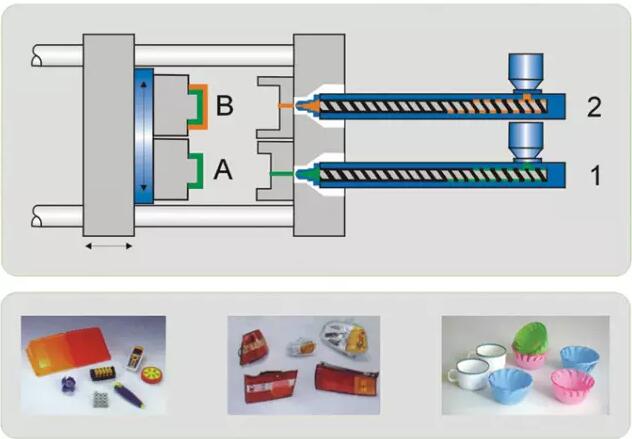
旋转型芯的注射过程;
在模制期间,使用树脂将第一部件注射到腔1中,然后将模具旋转180度,将模制部件的第一部件注射到腔1中的第二较大的腔2中,并且将另一树脂注射到部件上。同时,第二产品的第一部分被注射到模腔中并依次循环。
(3)过程特征
双色模具目前在市场上越来越受欢迎。这种工艺可以使产品的外观更加美观,并且不需要喷涂就可以容易地改变颜色,但是成本昂贵,技术要求高。
(1)凹模的两种形状不同,分别形成一个产品,而凸模的两种形状完全相同。
(2)从中心旋转180度后,模具的前后模具必须匹配。这种检查必须在设计过程中进行,这就对模板的定位和加工提出了更高的要求。
(3)前模板加板A的总厚度不能小于170毫米,请仔细检查该型号注塑机的其他参考数据,如最大合模厚度、最小合模厚度、KO孔距离等。
(4)三板式模具的水口应设计成自动脱模,并应特别注意软橡胶水口脱模的可行性
(5)当设计用于第二次注射成型的阴模时,为了防止第二次阴模刮伤已经第一次成型的产品的胶位置,可以设计模具的一部分以避免空隙。然而,必须仔细考虑每个密封位置的强度,即在注射成型过程中,塑料是否会在大注射压力下变形,从而导致在第二次注射成型中出现批前沿的可能性。
(6)在注射成型过程中,第一次注射成型的产品尺寸可以稍大一些,以便在第二次成型过程中可以用另一个阳模更紧地压制,以达到密封效果。
(7)注:在第二次注塑过程中,塑料的流动是否会促使第一次成型的产品发生胶位变形。如果这是可能的,我们必须找到改进的方法。
(8)在合上甲、乙板之前,应注意滑块或前模的斜顶是否会先复位并压碎产品。这样,我们必须找到一种方法,使滑块或前模具的倾斜顶部在A板和B板首先关闭后复位。
(9)两个阴模和阳模的输水布置应尽可能充分、平衡和一致。
(10)99%的情况是先注射产品的硬部分,然后注射产品的软部分,因为软部分容易变形。
三、双色注塑材料
双色模具产品主要由硬质塑料制成,如ABS和PC,以及TPE软质塑料。它们适用于制造餐具、工具手柄、表壳、电话外壳、按钮和其他产品。这使制造商在技术上注意三点:两种材料的融合、产品的复杂性和注塑机的调整。例如,由于成本或应用,所使用的材料可能没有良好的粘附性。双色注塑在这方面通常需要更多的调试工作。四.双色注射成型的应用
双色注塑足以满足越来越多样化、高质量和高附加值产品的需求。它已广泛应用于几乎所有塑料领域,如电子产品、电动工具、医疗产品、家用电器、玩具等。

